
销售热线:
13485300625
近年来, 以合成树脂为基体材料、玻璃纤维及其制品为增强材料组成的复合材料生产工艺技术发展很快, 机械化、自动化水平不断提高, 新的生产方法不断出现。生产中采用的成型方法主要有手糊、喷射、层压、SMC、缠绕、注射、拉挤、模压等成型工艺。玻璃钢锚杆拉挤成型是将浸渍过树脂胶液的连续玻璃纤维、玻璃纤维连续毡、玻纤或化纤表面毡等增强材料,通过预成型模具进入加热的型材模具,在模具中升温固化,在牵引力作用下连续拉出任意长的玻璃钢锚杆。

生产复合材料制品的特点是材料的形成与制品的成型是同时完成的, 玻璃钢锚杆的生产也不例外。因此, 成型工艺必须同时满足玻璃钢锚杆的性能、质量和经济效益等多方面因素的基本要求。在确定成型工艺时, 主要考虑了以下三个方面:
①玻璃钢锚杆的外型构造和尺寸大小;
②玻璃钢锚杆的性能和质量要求, 如锚杆的物化性能、强度等;
③综合经济效益。目前生产玻璃钢锚杆主要采用普通拉挤、拉挤模压成型工艺。
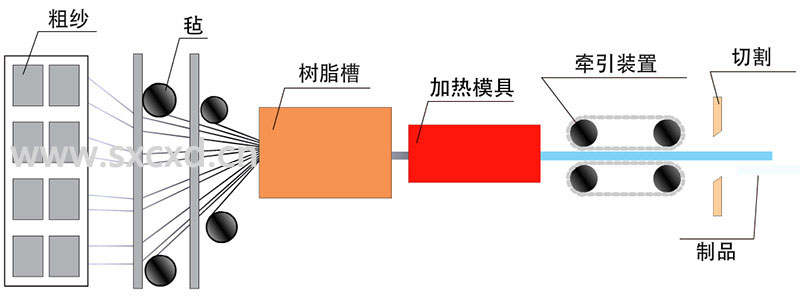
拉挤成型工艺过程是由送纱、浸胶、预成型、固化定型、牵引、切断等加工工序组成,成型制品再通过精细加工程序完成。玻璃纤维从纱架引出后,经过排纱器进入浸胶槽浸透树脂胶液,然后进入预成型模具,将多余树脂和气泡排出,再进入成型固化模凝胶、固化,固化后的制品由牵引机连续不断地从模具中拉出,然后由切断机定长切断。

主要成型设备有纱架、胶槽、模具、牵引机、型材切割机等,辅助设备有烘干机、搅拌机、切毡机等。在成型过程中,每道工序都可以有不同方法:如送纱工序,可以增加连续纤维毡或三向织物以提高制品强度;牵引工序可以是履带式牵引机,也可以是液压式牵引机;固化方式可以是模内固化,也可以用加热炉固化;加热方式可以是高频电加热或是熔融金属等。
玻璃钢锚杆拉挤工艺参数主要包括:固化温度、固化时间、牵引力及速度、纱和毡数量等,拉挤速度和模具温度是最重要的工艺参数。树脂配方是决定玻璃钢锚杆拉挤工艺参数的重要因素,原料配方确定以后,可由树脂体系固化的放热峰曲线来确定模具温度分布,它是确定其他工艺参数的前提。模具温度太高,则反应太快,容易引起制品热开裂。工艺速度决定了材料在模具中停留的时间。拉挤速度的选择必须与温度匹配,模具温度高,牵引速度增加。拉挤速度的上限与树脂、纤维、模具三者的具体情况及拉挤设备的能力有关。为了提生产率,一般尽可能提高速度,这样可提高模具剪切应力,提高制品表面质量。由于锚杆抗拉力较大,所以拉速度不易过大。拉挤工艺启动时,速度应放慢,然后逐步提高到正常的速度。牵引力是重要的参数之一,影响牵引力的因素很多,在拉挤工艺中,牵引力的稳定性比起牵引大小更为重要,许多拉挤工艺故障的预兆都是牵引力骤然增加。牵引力的变化反映出产品在模具中的状态,呈锯齿形的牵引力反映出型材脱黏点蠕动的不稳定性。夹持力的大小以牵引时产品被夹住不滑动为宜,牵引力越高,所需夹持力越大。夹持力太大会使产品产生裂纹和压痕,太小会产生阻塞,产品在模具中打滑。在拉挤工艺中要采用与型材外形相适合的夹具。

由于拉挤成型工艺参数是相互影响的,解决办法是探测模具内的固化聚合反应,以此来清楚了解工艺参数的实际组合效果。实际过程中可在浸渍过树脂的增强材料束中放置一热电偶,当它经过模具时,可读出实际反应温度,模具内部温度对应模具长度的曲线可直接反应出聚合反应过程和聚合度。为得到拉挤质量,温度曲线应避免陡直上升,以减少产品热应力。放热峰应处于大约模具长度75%的位置。这样既能保证较高的生产效率,同时,剩余的模具长度可进行有效的内部冷却并起校准单元的作用。温度曲线可用计算机测量和记录。入口设计也是拉挤模具的关键之一。由于纤维束在入口处体积缩小而压力升高,而入口处的几何形状是重要的影响因素。玻璃纤维浸渍树脂进入成型模具时,纤维束是在成型机牵引作用下进入模具,由于模具进口处纤维束十分松散,往往在入口处积聚缠绕,这样容易造成断纤。此外,模具在长时间使用过程中,由于积聚缠绕的影响,往往造成入口磨损严重,影响产品质量。通常的入口形式可采用锥形、圆形和抛物线形。国内目前采用较多的是锥形入口(角度为5º~8º,长度为50~100 mm),但它的压力升高要高于圆形和抛物线形。提高入口的锥度,可降低入口压力升高。为解决断纤和磨损问题,还可在模具锥形入口处周边倒一截面为1/4椭圆截面圆角,这样可以大大减少断纤现象发生,降低模具的磨损,提高玻璃钢锚杆拉挤制品的质量。
尽管连续拉挤成型工艺机械化、自动化程度高, 经济效益好, 制品的轴向抗拉强度高, 但只能生产等直径的实心棒材, 不能满足新型玻璃钢锚杆的外型结构设计, 而且制品的抗剪切性能低, 所以不能简单套用。诚鑫达曾经对拉挤模压复合成型工艺研究。该工艺的原理是, 浸胶后的玻璃纤维无捻粗纱在牵引装置的作用下被牵引, 经预成型后进入热成型组合模具, 然后夹头在扭转装置的作用下迅速扭劲, 在树脂未固化还具有一定的变形能力时, 组合模具上方的活动模下压, 树脂和增强材料随之流动, 发生变形, 填满模具型腔的各个部位, 由于组合模具型腔的尾段为楔锥形, 故成型后的制品即可满足新型玻璃钢锚杆的外型结构设计要求。成型物继续受热固化后, 活动模上移, 然后牵引出模, 定长切割。采用这一工艺生产的锚杆虽然符合玻璃钢锚杆的外型结构要求, 但却有模具复杂, 尾部难于加工的缺点。
 QQ客服
QQ客服 